技術FAQ

技術FAQ
Q
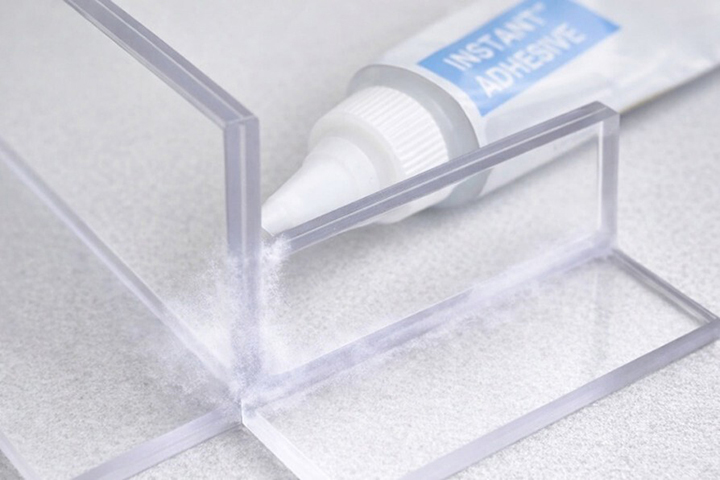
瞬間接着剤を使用すると、接着部周辺が白く曇ります。なぜですか?
A
瞬間接着剤(シアノアクリレート系接着剤)を使用した際に、接着部の周囲が白く曇る現象を「白化現象(ブルーミング)」と呼びます。 これは、接着剤から揮発した成分が空気中の水分と反応し、微細なポリマー粒子となって被着体表面に付着することで発生します。透明樹脂部品や外観品質が重視される電子機器・医療機器では、大きな品質問題につながることがあります。
必要以上に接着剤を塗布すると、硬化前に揮発成分が多く発生し、周囲へ拡散しやすくなります。過剰塗布は白化の最も大きな要因の一つです。
温度が高いほど揮発速度は上がり、湿度が高いほど反応が促進されます。特に湿度の影響は大きく、管理が不十分な工程では白化リスクが高まります。
吐出の立ち上がりや停止時に液剤がわずかににじむと、必要以上の接着剤が表面に広がり、揮発成分の拡散量が増加します。
白化は接着剤が完全に硬化した後に生成されたポリマー粒子が付着した状態です。
そのため、拭き取りや簡易洗浄では完全除去が困難なケースが多く、事後対処よりも事前の発生抑制が重要になります。
白化現象を抑えるためには、
という3点が重要になります。
そのためには、材料選定だけでなく「塗布量の安定化」と「吐出制御の最適化」が重要です。
白化現象は材料特性だけの問題ではなく、「塗布量の管理」と密接に関係しています。必要以上の塗布は揮発成分の発生量を増加させ、周囲への拡散を助長します。
そのため、白化対策において最も重要なのは、
といった“吐出安定性”の確保です。これらは設備側の制御方式によって改善が可能です。
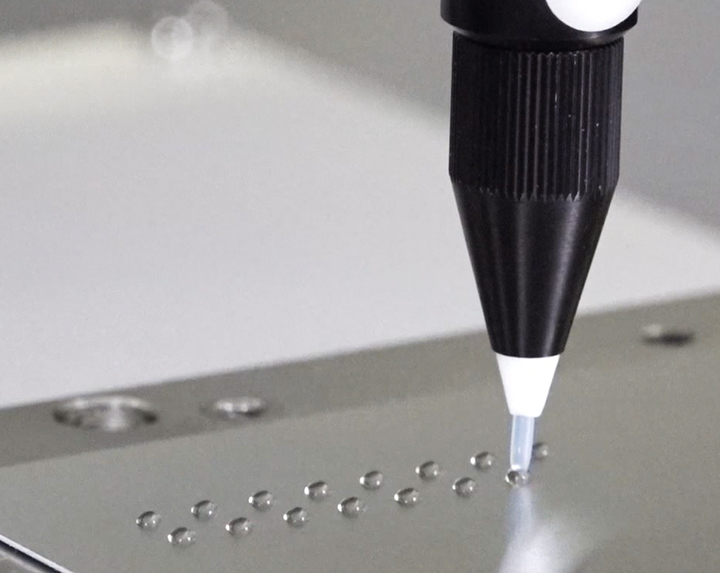
塗布量が増加すると、それに比例して揮発成分の発生量も増加します。特に微量塗布工程では、わずかな過剰吐出でも液膜面積が広がり、白化の発生源となる可能性があります。
そのため、「必要最小限の塗布量を安定的に再現すること」が白化対策の基本となります。
回転チューブ式やダイアフラム式など、吐出量を機械的に制御できるディスペンサ方式では、圧送式に比べて吐出量の再現性に優れています。
これにより、
が可能となります。
塗布量を安定化させることで、揮発成分の発生量を抑制し、白化リスクの低減につながります。
白化の一因として、吐出停止時に発生する「にじみ」や「オーバーシュート」が挙げられます。
吐出停止後にわずかに液剤が流れ出ると、本来必要としない箇所に液膜が形成され、揮発面積が増加します。この余分な液膜が揮発源となり、周囲への拡散を促進する場合があります。
高いシール性と応答性を備えたディスペンサ構造では、吐出開始・停止を明確に制御することが可能です。
これにより、不要な液膜形成を防ぎ、揮発成分の拡散を抑制することができます。
白化対策においては、単一の機能だけでなく
を総合的に評価することが重要です。
工程条件や材料特性に応じて、適切な吐出方式を選定することで、外観品質の安定化につながります。

