液剤を知る

液剤を知る
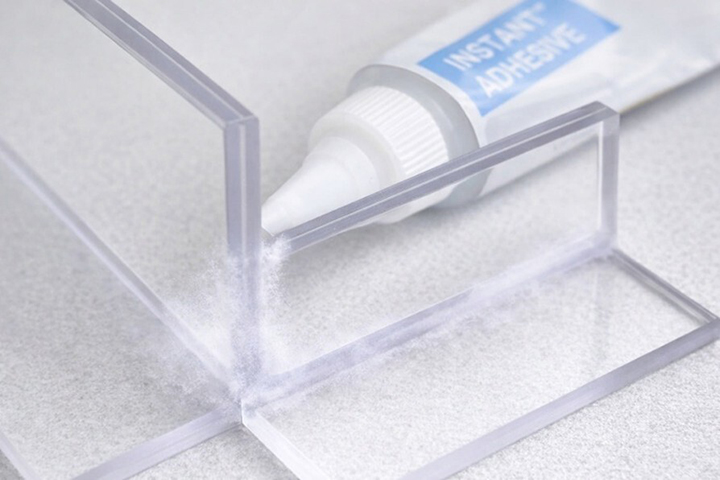
瞬間接着剤とは、主成分にシアノアクリレートを用いた反応硬化型接着剤であり、わずか数秒で強力な接着力を発揮する高機能接着剤です。
空気中や被着体表面に存在する微量の水分と反応することで急速に重合・硬化し、金属、樹脂、ゴム、セラミックなど幅広い材料に対して高い接着性能を示します。特に、異種材料同士の接着や微小部品の固定など、迅速な作業性と高精度な塗布が求められる現場で多く採用されています。
その即時硬化性と汎用性の高さから、電子部品組立、医療機器、車載部品、一般工業用途など、作業効率を重視するさまざまな業界で活用されています。
本記事では、瞬間接着剤の仕組み(シアノアクリレートの硬化原理)、粘度ごとの特性と用途の違い、さらに塗布時に発生しやすい課題とその対策について解説します。

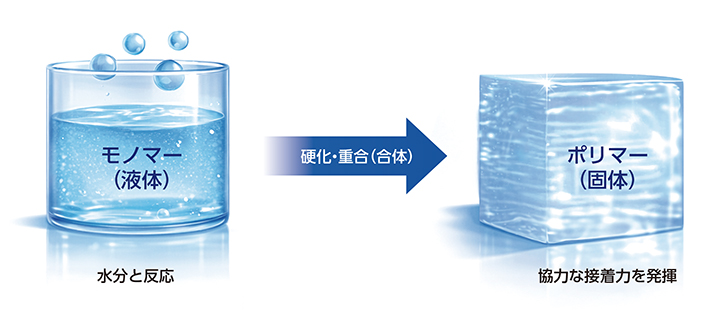
瞬間接着剤は、水分をトリガーとして重合反応を起こす接着剤です。主成分であるシアノアクリレートモノマーは、容器内では安定した液体状態を保っていますが、被着体表面の水分に触れた瞬間に急速なアニオン重合反応が開始され、短時間で硬化します。
この反応速度の速さが「瞬間接着」と呼ばれる所以であり、部品同士を短時間で固定できるため、工程短縮やタクトタイム削減に大きく貢献します。

瞬間接着剤(シアノアクリレート系接着剤)は、微量の水分を起点として急速に重合・硬化する一液性接着剤です。小型部品の固定や短時間工程に適した接着材料として、幅広い分野で使用されています。
空気中や被着体表面の微量水分と反応し、数秒~数十秒で硬化します。 加熱や混合を必要とせず、常温で即時固定が可能なため、工程タクト短縮に寄与します。
金属・各種プラスチック・ゴム・木材・陶器・皮革など、多くの材料に対して良好な接着性を示します。 ※低表面エネルギー材(PE・PPなど)は前処理や専用グレードが必要な場合があります。
流動性のある液体でありながら、極めて薄い接着層でも高い接着強度を発揮します。 硬化後は透明性が高く、外観品質を重視する用途にも適しています。 瞬間接着剤は粘度によって用途特性が大きく異なります。 工程条件や塗布方法に応じて適切な粘度を選定することが重要です
| 項目 | 低粘度タイプ | 高粘度タイプ |
|---|---|---|
| 粘度感 | 低い(さらさら) | 高い(ゼリー状) |
| 浸透性 | 高い | 低い |
| 垂れ・はみ出し | 起きやすい | 起きにくい |
| 隙間対応 | 狭い隙間向き | やや広い隙間対応 |
| 塗布精度 | コントロールしにくい | コントロールしやすい |
| 主な用途 | 精密部品 | 垂直面・隙間あり部品 |
瞬間接着剤の硬化速度は、材料特性だけでなく、環境条件や接合状態に依存します。
空気中の水分と反応し架橋構造を形成することで硬化します。ゴム弾性を有し、柔軟性と耐熱性に優れる点が最大の特長です。
一般的に、極端な低湿度環境では硬化時間が延び、初期強度発現が遅れることがあります。 一方で、高湿度環境では急速硬化により作業時間が短縮される反面、白化現象や表面粗化が発生しやすくなる場合があります。
化学反応速度は温度の影響を受けます。
特に冬季や低温倉庫内での作業では、硬化完了までの時間管理が重要となります。
被着体の表面性状(pH、含有水分量、極性など)は硬化速度に影響します。 一般に、
また、アルカリ性表面では重合反応が促進される場合があります。
硬化促進剤は、
ただし、過度な使用や条件不適合の場合には、白化現象や接着強度への影響が生じることがあるため、適切な条件設定が必要です。
自動車分野では、内外装部品や小型電子部品の接着に使用されています。
異種材料接着への対応力と高強度が求められる用途に適しています。
電子機器や家電製品では、小型部品の仮固定や位置決め用途として使用されています。
高い速硬化性により工程タクトを短縮でき、量産ラインでの作業効率向上に貢献します。
時計や計測機器などの精密分野では、外観品質と微量塗布精度が特に重要となります。
適切な粘度選定により、にじみを抑えた精密接着が可能です。
医療用途では、生体適合グレードの瞬間接着剤が使用される場合があります。
※用途に応じて専用グレードの選定が必要です。
瞬間接着剤は低粘度で流動性が高いため、微小部品や狭小部への塗布では、吐出量のばらつきや液だれ、糸引きが発生しやすくなります。
このような問題は、定量吐出が可能なディスペンサや、応答性の高いバルブ構造により改善が可能です。
シアノアクリレートは空気中や被着体表面の水分と反応して急速に硬化します。この特性は作業時間短縮のメリットである一方、工程内では制御の難しさにつながります。
特にノズル部は外気に直接触れるため、水分との接触による先端硬化が発生しやすい部位です。また、ノズル内径が不適切な場合、吐出抵抗や滞留時間の増加により硬化リスクが高まることがあります。
塗布後に接着剤が溢れ出し、空気中の水分と反応することで発生する白い残留物を「白化現象」と呼びます。外観品質が求められる製品では重大な問題となります。
白化現象は事後対応が難しく、事前の塗布量管理と環境管理が不可欠です。
塗布装置の接液部が金属製の場合、金属表面の酸化膜や吸着水分が硬化反応を促進することがあります。その結果、内部で接着剤が硬化し、流路詰まりや吐出不良を引き起こします。
この問題は、接液部材質の見直しやデッドボリューム削減設計によって予防可能です。
瞬間接着剤の工程では、塗布量過多による白化現象、吐出停止時のにじみ、さらには接液部内部で進行する予期せぬ硬化など、さまざまな課題が発生する可能性があります。
これらの現象は材料特性だけに起因するものではなく、塗布条件や流路設計、接液部材質といった設備側の構成とも密接に関係しています。
吐出量を安定的に制御できるディスペンサ構成と組み合わせることで、白化や内部硬化といったトラブルの発生リスクを低減し、品質の安定化につなげることが可能となります。


